



|



- 品牌:BLESONIC/必勒
- 发布日期: 2019-12-18
- 更新日期: 2026-03-03
| 外型尺寸 | 400*500*1500 |
| 货号 | |
| 品牌 | BLESONIC/必勒 |
| 用途 | 塑胶焊接 |
| 型号 | 2000BW |
供应吉林省超声波焊接机超声波模具-必勒超声波掌握核心技术
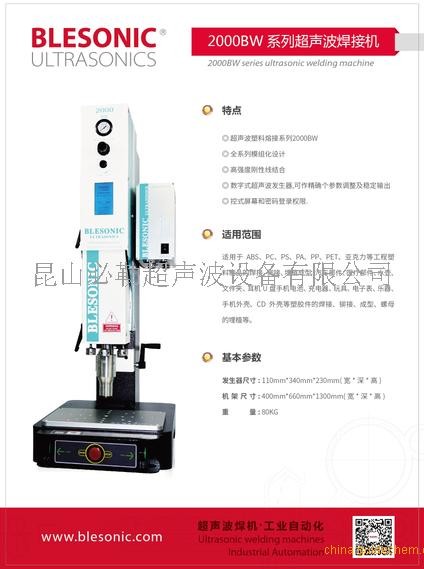
必勒2000系列超声波焊接机简介

超声波焊接机焊接原理是由超声波发生器产生的20KHz(或15KHz、35KHz、60KHz等)的高压、高频信号,通过超声波换能系统(超声波换能器),把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而传递到接口处,使接口处温度升高,当温度达到此工件塑料本身的熔点时,工件接口处塑料迅速熔化,继而填充于接口间的空隙。超声工作一定的时间间隔过后,超声波振动停止,工件同时在一定的压力下冷却定形,便达成*的焊接。
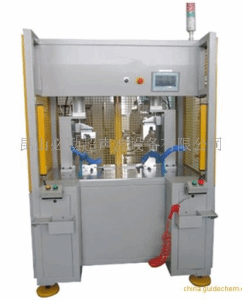
2000系列超声波焊接机
超声波调节技巧如下:
1.拧紧机架的紧固把手,固定好底模,然后按下红色的急停按钮,使机头上升。
2.利用专用扳手将设备上原有焊接模具卸下,重新装上需要焊接的产品的超声波模具(顺时针为松,切记一定要拧紧)此时需要注意先将模具螺丝上紧。
3.关闭气源。(将气压控制器调整至气压值为零)
4.松动开超声波焊接机机架后面的两个紧固把手,将机器头部向上摇到一定的高度。(根据产品的高度来决定)
5.先开通超声波焊接机工作气压源,保证超声波焊接机气压表正常指数
6.将气压加到0.1mpa,选择开关-选择手动,按下超声波焊接机两个绿色的启动按钮,使模具下降,并压住产品。
7.拉下整个模具的发振筒,使上模靠近模具底模,摇动机头升降器,使上模压合重合到产品上,并保持和产品底模相互吻合
8.将需要焊接的产品放在超声波焊接机底模上,并保证合模。超声波维修
9.摇动升降器,使限位螺丝和发振筒保持在1MM距离.(根据需要焊接产品而加减)
10.接通超声波焊接机电源,打开启动按钮静待五秒,关闭电源,接着按下控制器上超声波检测按钮,听到焊接机发出超声(声音应该是清脆,无沙哑以及多余噪音),如果出现声音沙哑或尖叫,须检查模具是否破裂或发生松动,并采取对策。
11.选择开关,波动自动,调整好产品焊接参数、时间,准备生产。

必勒超声波-掌握核心科技
我公司推出的新款数字能量式超声波发生器,发力强劲,运行稳定,搭载多款超声波振子,适合各种塑料焊接产品需求。



